技术丨一种改进立磨磨辊漏油的新措施
发布时间: 2017/2/28 16:05:32
一种改进立磨磨辊漏油的新措施
1 存在的问题
磨辊漏油问题在有立磨的水泥厂经常出现,这是始终困扰立磨厂家的难题。漏油不仅污染了环境,还增加了生产成本。立磨磨辊漏油成因很多,归纳起来主要有两点:
第一,磨辊密封原因。目前立磨磨辊密封主要采用3道骨架唇形密封,1道防尘,2道防油。但是立磨工作环境非常恶劣,属于高粉尘、高温、冲击振动的工况,故密封磨损很快。且密封更换非常困难,需要翻辊,把磨辊从摇臂中拆下来,其工作费时、费力,检修成本很高。
第二,磨辊润滑系统回油不畅。磨辊工作时轴承会产生一些热量,且处在高温环境中,故一般采用稀油循环润滑的方式,这样可以把多余的热量带走,保证轴承处在正常温度范围内。但实际工作中如果回油不畅时,磨辊内油位就会上升,最后从油封和空气帽溢出。
导致磨辊润滑系统回油不畅有以下原因:
(1)温度原因。停机后开磨或环境温度过低时,磨辊内温度和回油管道温度都不高,由于立磨一般采用粘度为320mm²/s左右的润滑油,流动性差,故造成回油不畅。
(2)阻力原因。立磨的润滑一般都采用集中润滑的方式,包括磨辊润滑站在内的其它油站都集中放置在一个房间内,距离立磨润滑点一般都较远,故管道阻力较大,造成回油不畅。
(3)管道进气原因。因为实际上供油量和回油量是不可能达到一致,所以为保证油位不至于过高,回油量都大于供油量。回油设在需要保证的最低油位处,当油位低于最低油位时,回油泵就会吸空,造成回油泵能力下降,造成回油不畅。
2 解决办法
为此,在磨辊密封和磨辊润滑系统很难有效改进的情况下,我公司从控制磨辊内油位入手,在磨辊内增加了一个耐高温的液位传感器,见图1。达到了很好的效果。安装在磨辊轴承压盖上的液位传感器引线从磨辊轴中引出,并在油站供油管路上增加了一个三通的电磁球阀,常开点与磨辊供油管路相连,常闭点与回油管路相连。
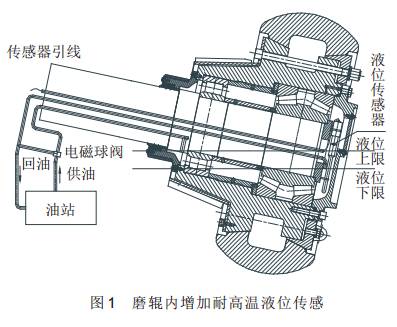
当测出磨内液位高于上限时,电磁球阀就会把供油泵供油的油液转到回油管路中;到达液位下限时,电磁球阀又会转换到供油管路;从而实现磨辊内润滑油液位的控制。由于磨辊工作时转动且上下起伏,液位上下来回变化,取值时我们只采集液位传感器5s内的最小值为实际液位值,这样就可以反映出液位的真实情况。
通过增加液位传感器,可以保证在磨辊密封磨损和回油不畅时磨辊不漏油;也可以实时监测到磨辊内液位的变化,达到油位可知、可控的目的,使得立磨的控制又向智能化方向迈进了一步。
作者:徐大卫
出处:《水泥工程》- 2016年3期